Читать книгу Glue, Gelatine, Animal Charcoal, Phosphorous, Cements, Pastes and Mucilages - F. Dawidowsky - Страница 11
На сайте Литреса книга снята с продажи.
1. ANIMAL SKIN.
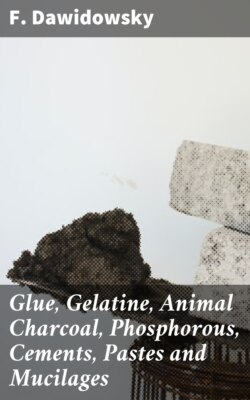
ОглавлениеFig. 1.
This consists of three layers, namely: 1. The thin upper-skin—the epidermis—which consists only of cellular tissue, and is of no special importance for the manufacture of glue. 2. The actual leather-skin, or corium, which consists of fibres of connective tissue and forms the actual object of the tanner as well as of the glue boiler. Underneath the corium lies the under-skin, which consists only of cellular tissue contaminated with particles of flesh and fat, which are detrimental to the manufacture of glue. Fig. 1 represents a section of the animal skin. O, is the epidermis, L, the corium, U, the under-skin. The epidermis consists of two layers. The first, superficial one, H, is known as the cuticle or lamellar layer, and the other deeper layer, S, as the mucous or malpighian layer. The corium also consists of two layers, the upper one C, and the lower one C1, which is the actual leather-skin. The under-skin, U, is an elastic tissue containing many deposits of fat, F, and perspiratory glands, D, which are connected with ducts, D1, with the surface of the skin.
For the manufacturer of leather and glue, the corium is the only material of value.
The tanner trims the skins before steeping them in the ooze. From sheep and calf skins he removes the head portions, it being more advantageous to use them for glue stock. He also cuts off the skin covering the lower part of the thighs, and, to give the skin a neat finish, the ragged edges of the belly part. Of bullock hides, the ears, tails and foot pieces are utilized for glue stock, while the head parts are tanned. Such tannery waste may yield 44 to 46 per cent. of glue. Scarf skin of bullocks’ hides and waste in fleshing the hide, tendons and hinder parts of cattle yield from 30 to 35 per cent.; horse sinews from 15 to 18 per cent.
Scraps of parchment and bullocks’ feet are highly valued as glue stock, since they are in fit condition for boiling without further preparation. They may yield up to 62 per cent. of their weight in glue.
Calf and sheep skins yield a superior glue; that from horse hides is usually dark and poor in quality, although with careful working a strong product can be obtained from the latter.
Of great value to the glue boiler are the so-called calves’ heads, which, after liming and drying, form a special article of commerce.
Skins of hogs, hares and rabbits yield a light-colored glue of little consistency. It is, therefore, best to use these last-named raw materials for the preparation of jelly, such as is used in sizing, in the manufacture of paper, etc.
The older the animals from which the skins have been derived, the more solid the glue will be. In many cases, especially where a certain quality of glue is to be produced, it may be recommended to separate the different kinds of skin refuse into lots, provided there is enough of each kind to boil it separately.
A considerable number of skins used for packing various articles, such as indigo from South Africa, have been so much damaged in transit as to render them useless for tanning, but they form good material for glue, frequently yielding 50 to 55 per cent.
In reference to judging glue stock some valuable notes are given in an article on glue, published by the American Provision Co., Chicago, Ills.:
“Dry, uncured or salted stock, such as raw hide or South American, if soaked for twelve hours in cold water, gains about 50 per cent. in weight, and still remains tough, and the water sweet. The moisture, dirt, and salt should not be over 10 per cent.
“Green salted stock, such as hide pieces, sinews, calf heads and pates, should have no excess of salt, nor be foul, discolored or heated; should be tough, with the hair not loose, and have a mild animal odor. Moisture and salt not over 40 per cent.
“Dry limed stock soaked twelve hours develops a characteristic odor, and should be firm, fibrous, and have no slimy pieces. The water should not be dark. Lime, sand and dirt, not over 5 per cent.
“Green limed stock should be smooth and soft, any remaining hair being easily detachable, while the liquor should be fairly clean, sweet, and not too alkaline.
“A large quantity of waste bones accumulates in the preparation of tinned provisions. If these have not been overheated and are in good condition, a considerable amount of glue can be obtained from them, the bones of the head, ribs, and feet giving a better yield than those of the thighs and legs.
“Horn piths should not contain over 12 per cent. moisture, and should not have been overheated in drying; they should have been cleansed from skin and hair, which are of little value to the glue-maker.
“The age of the animals yielding glue stock has an important influence on the product. While from younger animals the product, as a rule, is of lighter color, more abundant and more easily obtained, it contains more chondrin, so that from solutions of equal strengths, those from mature animals will be found to be of greater consistence and the glue more solid.
“Abroad, dry hides are often, for weighing, soaked in chlorbarium, a solution of barium chloride, and then in a bath of dilute sulphuric acid, 1½ per cent., which readily soaks in, combines with the barium to form the white insoluble powder of barium sulphate, leaving weak hydrochloric acid in the fibre, to be afterwards neutralized in liming, the chloride of calcium dissolving out. This treatment affects considerably the subsequent making of glue, as, beside the effects of the acids, the sulphate of barium will render the liquors cloudy and difficult to clarify. Of course if colored glues are to be made this will be no detriment.”
To prevent putrefaction, which is always accompanied by decomposition of glue-yielding substance and consequent loss, the scraps must be carefully preserved, especially in summer.
The tanner prepares the waste by liming, i.e., steeping it during fifteen to twenty days in milk of lime which is frequently renewed. By the action of the lime, adhering particles of blood and flesh are dissolved and the fatty matter is saponified. After this treatment the glue-stock is dried.
In case this work is not done carefully in the tanyard, as is only too frequently the case, the stock is of but little value to the glue-boiler.
By allowing the refuse to lie too long in a heap, as is sometimes done, putrid fermentation sets in, the injurious effects of which cannot be remedied by subsequent liming, or the lime bath has not yet been strong enough, or has not acted sufficiently long upon the scraps to destroy the adhering particles of blood and flesh. The lime bath, on the other hand, may have been too strong, so as to attack the glue-yielding substance. Frequently it is also the case that the scraps having been dried under unfavorable circumstances, mould has commenced to form, and finally they may be spoiled in winter by allowing them to freeze. Frozen glue leather yields glue of very little consistency.
It will be seen from the foregoing that great precaution and care are required when buying glue leather. The manufacturer should especially see that it is dry and tough, free from mould and all organic and inorganic substances, and not too strongly limed.
The glue-boiler should, in all cases, be prepared to undertake the preparation of the glue stock himself. The following arrangements are required for the purpose:
Let us assume that the glue factory is located on a stream of water. In the immediate neighborhood of the stream a sufficient number of pits to prepare all the glue stock used, each about 6½ feet deep and 6½ to 10 feet in diameter, and lined with cement, are so arranged that their bottoms are about 3 to 3½ feet above the level of the water. They are supplied with water by means of a pipe line connecting one with the other. Each pit is provided with a discharge pipe to draw off the dirty water.
As the glue-stock, before undergoing other operations, has to be freed from the lime by washing with water, the simplest plan is to place the limed stock in nets or wicker baskets suspended in running water by means of a traveling crane or other contrivance erected on the bank of the stream. This elementary method, however, is open to several disadvantages, as it fouls a large volume of water and may lead to legal interference, and its very simplicity is apt to lead to neglect of precautions, such as brushing away solid particles of lime or softened animal matters. Further, the great quantities of water carry off small pieces of glue-stock and fat, if catch-basins are not provided sufficiently large to allow fat, glue-stock, hair and lime to separate from the water.
The object is better accomplished and in a shorter time by the use of a washing drum. This consists of a perforated iron cylinder about 6 feet in diameter and 4 feet in length, and open on both ends. Around the inside of the cylinder are fixed a number of wooden shelves 6 inches broad, which, as the cylinder revolves, carry the glue-stock partly round, ultimately falling to the bottom again, the movement dashing it about under a spray of water. In the cylinder is also arranged an iron plate supported by stays from the outside. While the washing is in operation the plate is turned perpendicular; on completion it is brought to a horizontal position, forming a table, on which the glue-stock falls, and the latter is then removed to a hand-press to squeeze out the water. The washed stock is then removed to the drying ground, which should be in a sunny and airy location, and provided with an inclined floor of planks or cement so arranged as to allow of the admittance of air from beneath.
As it is well known that small quantities of liquid, frequently renewed and thoroughly drained off each time, effect the most complete and economical washing, and in the shortest time, S. Rideal recommends the use of pits or vats with proper arrangements for stirring, draining and inspection. The lime scum from the pits can be used in the manufacture of fertilizers.
The glue-stock washer shown in Figs. 2 to 5, is the invention of W. A. Hoeveler (American patent), and it relates to the construction of apparatus for washing glue-stock.
In apparatus for this purpose the stock is very commonly damaged by being broken up too much, and considerable loss results, besides, from the fact that the small particles are allowed to escape with the wash-water. By the present construction and arrangement these defects are remedied and other advantages derived.
Fig. 2 is a transverse vertical section on line x-x of Fig. 3 of this apparatus;
Fig. 2.
Fig. 3 is a longitudinal vertical section of the same;
Fig. 3.
Fig. 4 is an enlarged plan illustrating the screen and hinged covers, one being opened and one closed; and
Fig. 4.
Fig. 5 is a detail of the hub, stems and part of one paddle.
Fig. 5.
The apparatus is constructed in the form of a rectangular trough-like structure, with its sides and ends, A, substantially water-tight by means of the double walls, a a. The upper portion of the interior is occupied by the swinging wash-box, B, semicircular in shape, with flat sides and rounded bottom throughout, the bottom being perforated.
Upon a transverse shaft, c, journaled at the axis of box, B, is set a paddle-wheel composed of a suitable hub, d, and adjustable paddles, each composed of the radial stem, e, and the blade, f, or spoon. The spoons, f are set on the stems, e, so as to be capable of being reversed or turned half-way round, more or less. One side of the spoon, f, is rounded off, so that while passing through the stock the latter will not cling to or remain upon it. The other side of the spoon is flat, but slightly skewed or bevelled, so that when turned to face with the direction of motion of the wheel it not only gathers up the stock and holds it till out of the box, B, but upon further elevation causes it to roll or slide along the paddle to a predetermined point, where it falls off gently into a discharge-spout, g, which carries it off for further treatment practically undamaged. During the operation the box, B, and the body, A, are kept supplied by a stream of clean or chemically-prepared water, and the wheel, e f, revolves slowly in the box, the edges of the paddles sweeping around, while the box, B, or its bottom, is kept oscillating, thus preventing an injurious clogging of the perforations in the box-bottom. After the stock is placed in the box, B, and the latter filled with sufficient water, the wheel, e f, is caused to slowly revolve (by motive or hand power), with the rounded sides of the spoons, f, presented forward. This operation thoroughly agitates and cleanses the stock, while the rounded form of the spoons prevents the breaking up of the natural condition of the stock. The inventor gathers the finer particles as follows, after they have escaped through the perforated bottom of the wash-box, B. At the lower part of the trough, A, elevated on crossbars or blocks, h, he places two parallel strips, i, and between these, which are grooved to form ways, k, inside, is set a long screen, l, placed on rollers, m, and movable thereby on the rails or ways, k. To give movement to the screen, l, the inventor attaches to its end a rod, n, which projects outwardly through the walls, a a, by means of the packing-box, p, and cap or door, q, which, when opened, allows the withdrawal of the screen, l, and its burden. The shaking of the screen is accomplished by a suitable motor applied to rod, n, and is kept going during the operation as required. To the strips, i, which are placed at a little distance from the side walls, a (to leave a passage for the water and refuse to go through), are hinged the two doors, r, which shut down upon the rod, s, as a support, in which case nothing can fall upon the screen, or which open up and rest against the sides, a a, in which case the screen is exposed and the side passages closed by the doors, r. During the initial or rough-washing stage the doors, r, are kept closed, and the dirty water and refuse pass freely down the side passages and out at a suitable opening at the bottom. After this stage it becomes desirable to catch the particles which get detached from the stock in box, B, and come through the perforations therein. Then open up the doors, r, thus closing the side passages and compelling all the water and small stock to go to the screen, l, which catches the remaining stock. When sufficiently accumulated the screen may be drawn out and the stock thereon removed. When the main body of stock in box, B, has been cleansed, the paddles or spoons, f, are reversed, so as to present their flat, skewed faces to the stock, and in revolving the paddles now gently lift the stock and discharge it into the spout or hopper, g. The washing and removal of the stock when washed are thus accomplished without further manipulation than to reverse the paddles, which obviously could be done by a reversing-gear on the motor, thereby reversing the direction of movement of the paddle-wheel.
Instead of the whole box B being oscillated back and forth, its bottom may be set on slides or rollers and oscillated, while the sides remain stationary.
In the drawings the box B is shown as hung upon the shaft c as a centre; but as the provision of means of reciprocating or oscillating the box or its bottom is within the skill of any machinist, it is not necessary to describe any specific form. As the box with its contents will be very heavy, the inventor prefers a special motor for it, which may also be geared up to reciprocate the screen l.
Instead of the door q, as located in Fig. 2, it can be located as at q’, same figure.
The entire plant must of course be arranged according to sanitary regulations, especially as regards river pollution, etc.
The sheds for sorting and storing the glue-stock should, if possible, be in close proximity to the pits and washing drums, and be dry and airy. In arranging his plant, the glue manufacturer must, in short, exercise his ingenuity with a view to carrying on the business with as little loss of material, and as much saving of time and labor as possible.
The work in a factory arranged in the above manner, is carried on as follows:
The raw materials brought by the dealer are weighed, and if in green state, the customary percentage—generally 50 per cent.—taken off. To facilitate future operations, and to enable the manufacturer to produce different varieties of glue, the dry materials are sorted and stored in different compartments of the store-shed.
Green waste, i.e., such as has not been limed must be taken in hand at once, as otherwise it would taint the air, be attacked by rats and other animals, and suffer injurious alterations by decomposition. The manner of operation is as follows:
Liming. Prepare “milk of lime” by filling the pits, which are to serve for the reception of the skin waste, with the required quantity of water and dissolve in it 2 per cent. of calcium hydrate obtained by slaking a good quality of quick lime. Stir thoroughly, and in order that the water may become thoroughly saturated with the lime, let the liquor stand for 8 or 10 days before placing the waste in it. The liquor should stand about 9 inches deep over the waste in the pits. The length of time the waste has to remain in the milk of lime varies according to the material; calf skins requiring 15 to 20 days, sheep skins 20 to 30 days, and heavy ox hides 30 to 40 days. The milk of lime should be renewed once or twice a week, and thoroughly stirred.
For the purpose of liming, the quality of the lime used is of the utmost importance, the milk of lime being frequently quite valueless by reason of having become carbonated or a bad quality of quick lime having been originally employed. It should be borne in mind that only the hydrate of lime which is present in solution in lime water is of use, whereas in milk of lime so much carbonate and other impurities may be present that the liquid, though thick, may be quite useless. The value of a lime should always be tested by determining the amount of real calcium hydroxide, Ca(OH)2, contained in it. The operation according to S. Rideal, is conducted as follows: Water free from carbonic acid is first prepared by boiling distilled water for half an hour in a strong, round-bottomed Bohemian or Jena flask. While steam is still issuing, the flask is removed for an instant, closed by a well-fitting greased cork or a rubber stopper, and allowed to cool. When the temperature has somewhat fallen, the cooling may be cautiously accelerated by dipping into a pail of warm water, then transferring to the cold stream from a tap. The water may be preserved in the flask or, preferably, a number of bottles with vase-lined stoppers should be filled quite full and retained for use.
From the sample of lime, well mixed, a small portion (about 0.25 gramme) should be accurately and rapidly weighed, placed in a wide-mouthed, stoppered bottle holding about 300 cubic centimeters, 250 Cc. of the boiled water added, and then allowed to settle. The whole of the calcium hydrate will now have dissolved. Fifty cubic centimeters of the clear liquid should now be withdrawn by a pipette, transferred to a flask, colored with an indicator—either phenol-phthalein, methyl-orange, or litmus may be used—and its alkalinity determined by running in decinormal hydrochloric or sulphuric acid from a burette till the change of color occurs. Each cubic centimeter of the acid corresponds to 0.0028 gramme of calcium oxide, or 0.0037 gramme of the hydrate, Ca(OH)2. The amount by calculation will give the percentage of real lime present in the sample. It is well to notice that any soda or potash present will equally neutralize the acid, and be returned as lime, but as these are of almost equal efficiency their presence in small quantity has no disadvantage. For special work it will be necessary to have a full analysis. As a rule the product made from limestone, or “stone lime,” is the best article in commerce, and is much more free from stones and clay than “gray lime” or “shell lime.” The best stone lime contains sometimes only ½ per cent. of impurities, and seldom more than 5 per cent., while inferior kinds of gray lime may contain as much as 50 per cent., and would be of little use in glue-making.
After removal from the lime pit, the material is placed in willow baskets or nets, and immersed in the stream to remove the greater portion of the lime, which is generally effected in a few days. It is still more effectively accomplished by placing the waste, after soaking in the willow baskets, in the wash drums. After taking it from the baskets or wash drums it is spread in the drying yard to drain and dry, the desiccation being accelerated by turning it over with a fork several times a day. While drying, the quick-lime is converted into carbonate, the latter exerting no disturbing effect in the manufacture of glue. When sufficiently dried, the material is ready for boiling, and the crude glue thus obtained can be stored for any length of time, until wanted for further manipulation.
In summer it is scarcely possible to cleanse the raw material as rapidly as it is brought to the factory, and to work it immediately without putrefaction setting in, and for this reason it would frequently be risky to purchase larger quantities of it, even if offered at very favorable terms. During the colder season of the year, drying of the cleansed raw material is such a slow operation, that in order to prevent putrefaction, recourse would have to be had to artificial heat.
These drawbacks can, however, be overcome by the use of carbolic acid, which possesses in a high degree the property of preventing putrefaction. It is quite cheap, and as but a comparatively small quantity of it is required, the additional cost need scarcely be taken into consideration, since the value of glue-stock annually destroyed by putrefaction is considerably greater than the expense for carbolic acid.
The raw material is thoroughly cleansed, and while in a moist state is gradually brought into a brick cistern or large vat, carbolic acid solution being poured over each layer, so that, when the cistern or vat is filled, it stands about an inch or two deep over the material. The latter may be left in this state until wanted.
The carbolic acid solution is prepared by dissolving 2 lbs. of carbolic acid in 1000 quarts of water; the fluid thus obtained possessing a slight odor of smoke. The washed glue-stock treated as above described with carbolic acid remains absolutely unchanged, and when wanted needs only be taken from the cistern and worked like fresh material.
In plants having no running water at their disposal and depending entirely on well water, and where the waste water has to be discharged into rivers or creeks, water containing carbolic acid should be used for all the washing operations, a fluid containing 1 to 2 parts of carbolic acid in 10,000 parts of water being sufficient for this purpose. Such an addition of carbolic acid prevents the wash-water from becoming foul.
Carbolic acid has the tendency of hardening the glue-stock and imparting its odor to the glue, and among other antiseptics, formaldehyde and boric acid have been recommended for the purpose of preventing putrefaction for a reasonable time. Formaldehyde in weak solution (1 part in 10,000 to 100,000 parts water) has been found beneficial. In this small quantity it does not harden the stock nor affect the subsequent boiling, as it is dissipated by the heat. Boric acid and its preparations, notwithstanding their low antiseptic power, are much in favor. A fluid containing 1 part boric acid in 200 parts water will have to be used.
The principal varieties of hides and leather for glue-stock may be classed as follows:
1. Bullock leather from old animals, highly limed, mixed with rump pieces, also with horse leather, the latter being thin, of a dark color and soft, and is of less value than bullock leather, because it yields a dark glue. Fat leather is bullock’s leather from fat, stall-fed cattle, and before use has to be freed from fat (by means of benzine).
2. Pieces of hide from the lower parts of the limbs of cattle, not limed and with the hair; they form excellent glue-stock, yielding a very adhesive glue.
3. Worn-out hinges from weavers’ looms, consisting of strongest untanned bullock’s hide. When treated with lime they yield a very strong glue, but are worked with difficulty.
4. Whip leather. This is waste in the manufacture of whips, and is derived from thick tawed bullock hide. It yields an excellent, light-colored glue.
5. Calf leather. Broad, thin, translucent strips, slightly limed, yields glue of a very light color.
6. Calves’ heads. The skin of calves’ heads, limed, without hair. They constitute the best material for gelatine, and form a special article of commerce.
7. Calves’ feet. The skin from the last but one leg-joint which is cut off from dry, unlimed, haired skins. It is the best material next to calves’ heads.
8. Knapsack leather. Old knapsacks of calf skin and waste in the manufacture of new ones, tawed with the hair on with alum and common salt. When suitably washed this yields good glue-stock. The alum and common salt have to be completely removed by washing. The hair is no detriment to the process of boiling, it serving as a filter for the glue running off. To this class belong also all kinds of fur waste, especially remnants of old fur coats (sheep skin coats), from which the wool is removed and the skin used as glue-stock. All these materials having been treated with alum and common salt have to be freed from them by suitable manipulation.
9. Hare and rabbit skins freed from their fur. They yield a light-colored glue of little consistency.
10. Cut rabbit skins. In depriving these skins of their fur, they are cut by a machine into fine threads of even size. In France they are worked into size for gilders’ use which is highly valued.
11. Sheep and lamb leather (goat leather) limed, thin and very light, yields but a small quantity of glue of little consistency. To this class belongs the waste in the manufacture of kid gloves. Waste of morocco and other varieties of similar leather, pressed into bales and secured with wire, comes into commerce under the name of Levant leather.
12. Waste obtained in paring kid leather and in the manufacture of gloves. It constitutes a flocculent powder and yields very thin glue liquor with slight adhesive power. Before boiling, the substances used in tanning must be completely removed by washing.
13. Surrons. These are untanned, unlimed skins of various wild animals (antelopes, gazelles) which have been used for packing leaf tobacco and various drugs. They form good glue stock.