Читать книгу Les arts de l'ameublement. Les bronzes d'art et d'ameublement - Henry Havard - Страница 8
ОглавлениеL’ATELIER DU FONDEUR. — SON MATÉRIEL. EXPLICATIONS PRÉLIMINAIRES.
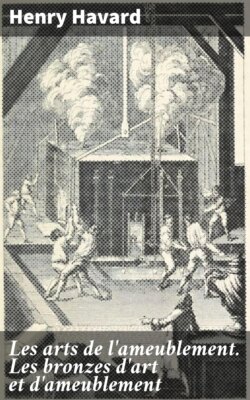
Occupons-nous tout d’abord du lieu où se passent les opérations principales de la fonte. Jamais, de nos jours, on ne vit, il faut bien l’avouer, local moins luxueux. Jadis on était moins exigeant encore. Nous connaissons par une gravure de Bénard les ateliers de l’Arsenal de Paris, où les Keller, après avoir fondu l’artillerie royale, fondirent les statues qui ornent encore, à l’heure actuelle, Versailles et Trianon. Ils ont une certaine allure; mais nous savons que nombre d’œuvres considérables furent exécutées dans des hangars improvisés à la hâte, à peine couverts et insuffisamment clos. C’est ainsi que le Persée de Benvenuto fut jeté en bronze dans le jardin de l’artiste, à Florence; que le bourdon de Notre-Dame fut fondu sur le Parvis même, et que le fameux Louis XIV de Girardon, destiné à la place Vendôme, fut coulé dans le jardin du couvent des Capucines, au coin de la rue des Petits-Champs.
Ces ateliers, définitifs ou temporaires, présentent, toutefois, des dispositions à peu près identiques et qu’on peut qualifier d’essentielles. Il leur faut avoir un sol parfaitement plan et très résistant. Ils doivent être largement ouverts, d’un accès facile, et se trouver autant que possible isolés. Puis, s’ils sont destinés à produire de grosses pièces, ils doivent être munis d’un fourneau placé en contre-haut du sol, d’une fosse située dans le voisinage du fourneau et très en contre-bas; d’un treuil permettant de descendre jusqu’au fond de la fosse, et sans aucune secousse, le noyau enveloppé dans sa chape.
Fig. 10. — L’artilier de fonderie à l’Arsenal de Paris, d’apres la gravure de Bénard.
Si notre fonderie, au contraire, n’est destinée qu’à produire des œuvres de petites dimensions (statuettes, vases, bronzes d’ameublement), la fosse peut être supprimée. On la remplace, en effet, par des châssis en fer fortement serrés à l’aide d’écrous; et, dans ce cas, le fourneau doit être plutôt un peu bas, afin qu’on puisse facilement saisir, à l’aide de pinces, les creusets contenant le métal en fusion.
Dans les établissements importants, ces deux dispositions, ce double matériel, coexistent, le second journellement employé, le premier plus exceptionnellement; car, en dépit de la «statuomanie» dont nous paraissons atteints, la fonte des grosses pièces est relativement rare. C’est même ce qui explique comment les ateliers de fondeurs, qu’on peut considérer à juste titre comme les mieux agencés, ne le sont pas, à beaucoup près, aussi rationnellement et aussi scientifiquement que ceux de beaucoup d’autres industries.
Nous venons de dire que la fosse est située au-dessous du sol, de telle façon que lorsqu’on débouche la cuvette du fourneau, le métal en fusion, suivant une pente assez inclinée, vienne remplir directement les cavités du moule. Cette opération ne s’effectue sans accident que lorsque la fosse est complètement étanche et ne contient aucune humidité. Or dans une ville on a toujours à redouter les infiltrations des égouts et des canalisations voisines.
C’est ce qui se produisit lors de la fonte du Louis XIV de Girardon, qui fut un moment compromise par le voisinage d’un puisard recevant les eaux de cuisine du couvent voisin. Le même accident faillit arriver à Falconet, à Saint-Pétersbourg, dont le sol est fort marécageux. Aussi ce grand artiste recommandait-il de construire le fourneau à une élévation suffisante pour que le noyau et la chape n’eussent pas besoin d’être enfouis. Il préférait que, se trouvant au ras du sol, ils fussent environnés par des murailles de quatre pieds d’épaisseur, constituant une enceinte suffisamment solide pour résister aux pressions les plus fortes. Une porte étant pratiquée dans cette enceinte, toutes les opérations du moulage pouvaient être exécutées de plain-pied, sans déplacer le modèle ni la chape, et par conséquent en évitant encore, de ce côté, des dangers de malfaçon.
Fig. 11. — Fourneau de fondeur.
«J’ai eu lieu de comparer toutes les difficultés des travaux faits dans une fosse, avec la grande facilité d’agir librement autour d’un grand modèle de cire et d’un moule,» écrivait à ce propos Falconet, sans espoir sans doute d’être écouté, car il ajoutait: «On fond un canon dans une fosse; nous employons des fondeurs de canons ou des ouvriers qui ont appris à fondre avec eux; et, du maître à l’apprenti, l’usage passe aux statues colossales.»
De fait, aujourd’hui comme avant Falconet, les fontes exécutées par nos bronziers les mieux installés, par les Thiébault, par les Barbedienne, ont encore lieu dans des fosses. En outre, il est à remarquer que dans cet agencement, c’est la position du fourneau qui commande l’emplacement de tout le reste, et qu’on n’a point encore cherché — comme cela a lieu par exemple pour la fonte des glaces — à faire voyager les creusets pleins de matière en fusion, et à les transporter sur le point où doit s’effectuer l’opération de la fonte.
Fig. 12. — Treuil pour descendre la chape dans la fosse.
Nous ajouterons toutefois que nos ateliers modernes, avec leurs charpentes en fer, rebelles aux incendies si fréquents jadis, avec leurs treuils perfectionnés, avec leurs fourneaux dont on peut régler exactement la marche, et leurs hautes cheminées qui emportent au loin la fumée et les gaz, offrent une installation peut-être encore un peu routinière, mais très supérieure à celle des fonderies du siècle dernier.
Après avoir décrit sommairement l’atelier du fondeur, nous allons analyser aussi clairement que possible les différentes opérations auxquelles donne lieu la confection des principaux objets qui relèvent de sa compétence. Ces divers objets, quelles que soient leur nature et leur destination, sont toujours fondus dans un moule auquel on donne le nom générique de chape. Lorsqu’ils sont pleins ou massifs, leur fonte s’effectue simplement, c’est-à-dire que le métal conduit directement dans la chape par des chemins préparés à l’avance l’emplit intégralement. Lorsque, au contraire, l’objet doit être creux, alors il est indispensable que le moule soit intérieurement garni d’une figure en terre, présentant les mêmes contours, mais légèrement plus petite, de façon qu’entre les parois du moule et cette figure il reste un emplacement libre (une sorte de chemise), de l’épaisseur qu’on désire donner à l’œuvre achevée. Cette figure interne prend le nom de noyau; elle est consolidée à l’intérieur de la chape par une armature en fer, qui soutient la terre dont elle est faite et l’empêche de se déplacer. Ceci bien expliqué, voyons maintenant comment on procède.
Fig. 13 et 14. — Jeton de la corporation des fondeurs.