Читать книгу Explosion Vented Equipment System Protection Guide - Robert C. Comer - Страница 11
Оглавление
Introduction
Be aware: Your dust collection system, though properly vented per National Fire Protection Agency, NFPA 68 (2013) “Standards on Explosion Protection by Deflagration Venting,” may not survive the vented explosion without having permanent deformation or catastrophic failure allowing hot gasses or shrapnel to be expelled into the surrounding area causing personnel injury or death, and exceedingly long production lost time while new equipment is ordered or failed equipment is rebuilt. The new NFPA 652 “Standard on the Fundamentals of Combustible Dust,” applies to all agriculture and food production facilities. All facilities must complete a Dust Hazard Analysis (DHA) by September 2020. Required is a systematic review to identify and evaluate potential dust fire, flash fire, and explosion hazards in a process or facility where combustible/explosible material is handled or processed. There are over 130 000 plants that handle sugar, flour, starch, dried milk, egg whites, gluten, and artificial sweeteners and are dealing with combustible dusts and potential dust explosions. Milling, grinding, spray drying of liquids, and handling of grains are processes that generate combustible dust. Combustible dusts are common in the food, plastics, metals, agriculture, chemical, and wood industries. There are many documented cases of dust explosions causing injury and death to workers due to a lack of understanding of the equipment requirements. Many plants have been in operation for years without an explosion and without being cited by OSHA. This does not mean that they are in compliance, and their facility processes will not injure or cause death to employees.
The expense of retrofitting equipment is justified when, in the event of a dust explosion, there is major production down time, or employees have not been protected properly. A recent minor dust explosion in a 3D printing company caused third degree burns on an employee. The fine by OSHA was US$ 64 500. Proper equipment reinforcing design would have cost a small fraction of that fine. The US Chemical Safety Board reports 316 dust explosions over the last 30 years that caused 145 workers killed and 846 injured with extensive damage to facilities. Damage to facilities and lost production time has been extensive. The most deadly 2017 event occurred when corn dust exploded at a milling plant in Wisconsin, killing 5 and injuring 14. OSHA has levied a fine of US$ 1.8 million citing 19 violations at the mill. According to the independent 2019 (mid‐year) Combustible Dust Incident report from DustEx Research Ltd., there were 80 dust‐related fires, 19 dust related explosions, 22 injuries, and 1 fatality in the United States from January through July 2019. This could have been avoided with proper design of the equipment.
This manual provides the design criteria and guidance to ensure safe venting of dust collection systems. Purchasers of dust collection systems as well as manufacturers of the equipment can ensure that the equipment is not only vented safely and correctly but also would not contribute to lost production time. The equipment would be able to be put back in service with only a cleaning and replacement of the dust explosion relief elements. Analysis performed by a licensed engineer consultant would cost US$ 8000.00 or more for each system. This book will allow a licensed or competent unlicensed engineer, that by education or experience, understands the concepts presented in this book. It provides guidance to analyze, design, and supervise the installation or retrofit reinforcing of dust handling equipment. This manual also provides analysis and design of the explosion relief ductwork required to vent the hot gasses outside to a safe location.
Note: An alternative to the explosion relief ductwork is the use of a device called a flameless vent that is installed over the standard explosion vent to extinguish the flame front as it exits the vented area. This allows the venting to be inside without a duct to the outside when access to the outside is remote or venting to a safe location is not possible. Flameless devices are not recommended for toxic dusts because dust can be released into the room. Consult the manufacturer for safe application of this device.
It is essential that no catastrophic failure of the equipment occurs that could injure an employee working in the area by hot gasses or shrapnel escaping from the equipment. If hot gasses or shrapnel escapes from the equipment any dust accumulated on the floor, beams, or other equipment in the area due to poor housekeeping would be blown into the air where it forms an explosive mixture that becomes a secondary explosion, usually of higher intensity than the first explosion. Extensive building and equipment damage and personnel injury or death would occur.
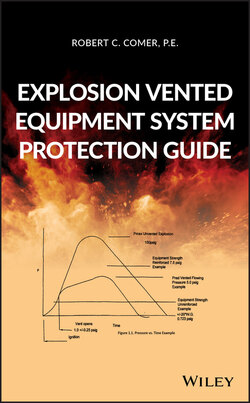
Dust collection equipment is normally designed and certified for vacuum (negative pressure) service by the manufacturer; however, when the equipment is subjected to an internal positive pressure due to the vented explosion, PRed, there is the possibility of structural failure. A properly vented system as per NFPA 68 (2013), “Standards on Explosion Protection by Deflagration Venting,” using the deflagration parameters of the combustible dust‐air mixture found by testing in accordance with ASTM E1226‐10, “Standard Test Method for Explosibility of Dust Clouds,” results in a vented explosion flowing pressure, (PRed), in the equipment that must be contained safely. It has been my experience in analyzing over 200 installations worldwide that the equipment must be reinforced in almost every case to safely contain the vented explosion flowing pressure (PRed). The explosion relief vent element release pressure (1.0 ± 0.25 psig min.) is usually higher than the equipment allowable pressure (±20″ w.g., 0.723 psig). The cost of reinforcing is usually less expensive than the cost of equipment panels being made of thicker material to contain PRed, or to replace the equipment.
Part 1: Structural Analysis
The analysis in this manual is presented to allow a licensed or competent unlicensed engineer, that by education or experience understands the concepts presented in this book, to determine the required reinforcing design when reviewing the equipment supplied by the manufacturer.
All he/she needs to know is the explosion vent size, the vented explosion flowing pressure, PRed, and the equipment wall material and thickness.
An equipment manufacturer can also use this manual to design their equipment to sustain any pressure dictated by the user after a venting analysis is performed, an explosion relief element is decided on and PRed is determined.
Dust collectors are either cylindrical or square/rectangular shaped. Cylindrical dust collectors are usually structurally sound except for those with a flat roof and an access door that may require reinforcing. Most dust collectors and associated equipment have large, flat, thin panel construction that is very easy to analyze for reinforcing. A weak link in both types of construction is the roof, access door, and door restraints (hinges and latches). In almost every case, the access door and its restraints must be reinforced so that it does not fail and allow hot gas or shrapnel to be discharged into the surrounding area where employees may be working, or other equipment may be damaged. A secondary greater explosion of dust on surfaces in the area by poor housekeeping could occur that could destroy the building structure. Flow activated explosion isolation valves and rotary valves installed in the equipment upstream and downstream of the dust collector contain the combustible dust deflagration products, smoke, dust, burning debris from traveling beyond the equipment.
Part 2: Venting Analysis
This section of the book is presented to allow a competent engineer that by education or experience understands the concepts presented in this book, to determine the explosion relief element to safely vent and lower the explosion flowing pressure, PRed, to a reasonable level so that reinforcing, if required, can be analyzed and designed in a practical, economical manner as defined in Part 1.
Required for this section is the process dust explosion characteristics, Kst, Pmax, and the dust handling system geometry. If the dust explosion characteristics are not known, a sample of the dust must be tested to obtain these characteristics. The table of dust characteristic values presented in this book is for estimating purposes only. To ensure proper design, a tested sample of dust must be used.